 |
 |
 |
 |

We are Manufacturer, Supplier, Exporter, Dealer of PP Lined Pipes, HDPE Lined Pipes and our setup is situated in Pune, Maharashtra, India.
Pipe materials for pipe spools shall conform to one of the material specifications described below in accordance with the customer's piping specifications :
• Mild Steel Pipes as per IS 1239 Medium/ Heavy duty upto 150 NB & above 150 NB as per IS 3589, 5.00 MM Thick KS D3507 SPP or D3562 SPPS, ERW pipe
• Carbon steel pipe, ASTM 53 Gr.B or ASTM A106 Gr.B ERW and seamless pipe, size from 1 to 16
Other required pipe materials such as API pipe, stainless steel or alloy steel pipes would be available to meet service conditions and should be referred to us.
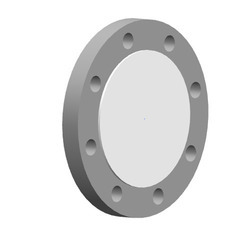
Flange Specifications :
Flanges confirming to ANSI / BS10 / DIN or any other international standard will be supplied in Mild steel, Carbon steel, Stainless Steel.
Standard flanges are Slip-on type and Lap-joint type flanges and will be provided if requested at the time of making an offer.
PP Liner Specifications :
The polymer resin shall meet the STM Standard Specifications and our standard PP liners are unpigmented and natural white color. The colored liners are available if specially requested.
Nominal Pipe Size |
Liner Thickness(Min.) |
||
Inch |
Millimeter |
Inch |
Millimeter |
1 |
25 |
0.150 |
3.8 |
1-1/2 |
40 |
0.150 |
3.8 |
2 |
50 |
0.177 |
4.5 |
2-1/2 |
65 |
0.177 |
4.5 |
3 |
80 |
0.177 |
4.5 |
4 |
100 |
0.209 |
5.3 |
5 |
125 |
0.236 |
6.0 |
6 |
150 |
0.240 |
6.1 |
8 |
200 |
0.283 |
7.2 |
10 |
250 |
0.283 |
7.2 |
12 |
300 |
0.283 |
7.2 |
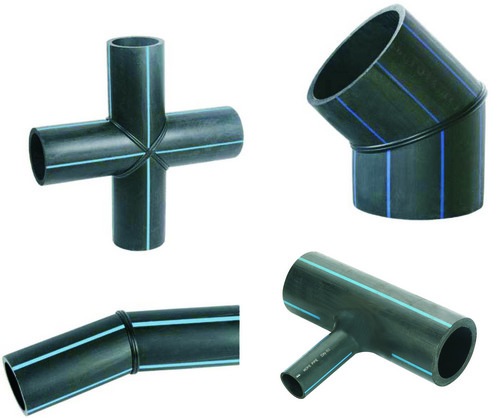
Fitting Availability :
Standard fittings include 90°C Elbow, 45°C Elbow, Reducing 90°C Elbow, Equal Tees, Reducing Tees, Instrument Tees, Concentric Reducers, Eccentric Reducers, Laterals and Cross for 1" (25mm NB) through 8"(200 mm NB) diameter.
Non - standard fittings such as double and triple branch tees, other special shapes are available per the customer's requirements.
Testing and Inspection :
- All lined pipe and fittings are subjected to 10-15 KV ( SPARK TESTING) non-destructive electrostatic test which is carried out to detect any defects in the liner such as pin holes, porosity, cracks, etc.
- According to the customer's request, hydrostatic testing will be carried out at room temperature using clean water.
- All lined pipe and fittings are subjected to the visual inspection to detect any defects such as liner surface cracks, deformation, outside paint coating, etc.
Storage and Handling Requirements :
- PP lined fittings shall be stored in a shaded area on wooden supports.
- Wooden or plastic end protectors are used to protect the PP lined sealing faces of flanged fittings. End protectors should stay in place until immediately prior to installation.
- Flange sealing surfaces shall be protected carefully and free from defects to eliminate any leakages when the lined pipe and fittings are assembled at site.
- Avoid dropping or impacting lined pipe and fittings with heavy objects or storing near high traffic areas.
PP (Polypropylene) :
The PP homopolymer uses has good corrosion resistance, low moisture absorption, and good mechanical properties. Since its chemical resistance is greatly affected by the concentration and temperature of the conveyed fluid, its use in pressure piping systems is generally limited from 0°F (-16°C) to 225°F (107°C).
Note :
1" - 12" PP pipe liner is Type II copolymer. 1" - 4" MultiPlane pipe and 1" - 12" PP fittings liner is Type I homopolymer.
Lining Process :
- Incoming lots of resin are analyzed in our Quality Assurance laboratory for conformance to established raw material specifications.
- The liner is processed under controlled conditions to a size somewhat larger than the I.D. of the steel housing into which it will be installed. It is then thoroughly inspected for conformance to design specifications. Next, the liner is subjected to a battery of quality tests designed to ensure liner integrity.
- The liner is then drawn through a sizing die at carefully controlled draw rates which results in a calculated reduction in the oustide diameter.
- A programmed heating cycle relaxes the liner inside the steel housing, resulting in a snug liner fit. Design allowances are incorporated in this procedure to eliminate undesirable stresses in the finished product.
- Both liner ends of the pipe spool are then flared. Temperature, time and pressure are carefully monitored.
- The finished pipe is then tested in accordace.
Get In Touch
Kakade Engineering System Pvt.Ltd
Gat No.260, Plot No.7, Jyotiba Nagar, Talawade, Pune - 411062, Maharashtra, India
+91 9850219563 / 9139869334

